ПРОДУКТИВНІСТЬ ПОЗА РІЗАННЯМ

Як «невидимі» секунди впливають на тривалість циклу обробки деталі
Як правило, пiд час вибору нового фрезерного верстата для виробничих завдань фахівці насамперед оцінюють його габарити та робочі переміщення. Далі — чи достатня потужність для максимально продуктивної обробки деталі, а також максимальні оберти шпинделя. Ли-ше після цього зазвичай переходять до аналізу додаткових опцій і оснащення. Проте в серій-ному виробництві дедалі частіше вирішальним стає інше — час, коли верстат не ріже. Саме він формує фактичну тривалість циклу та безпосередньо впливає на собівартість деталі.
Холості переміщення, зміна інструменту, розгін і гальмування подач по осях, а також доступний діапазон частот обертання шпинделя не беруть безпосередньої участі в процесі різання, але здатні впливати на сумарний час виготовлення деталі на десятки відсотків. Особливо помітним цей фак-тор стає в умовах серійного виробництва, що характеризується високою інструментальною насиче-ністю та частими переходами між операціями.
Показовим прикладом системного підходу до зниження допоміжного часу є серія DNM від DN Solutions — вертикальні фрезерні обробні центри, які сьогодні входять до числа найбільш поширених у своєму класі в Україні. Їх затребуваність визначається не окремими паспортними характеристиками, а сукупністю конструктивних і кінематичних рішень, спрямованих на мінімізацію міжопераційних втрат часу.
СЕРІЯ DNM:
ПЛАТФОРМА ДЛЯ СЕРІЙНОГО ВИРОБНИЦТВА
Верстати DNM 4500 та DNM 5700 орієнтовані саме на серійні та дрібносерійні задачі, де ключовими є стабільність циклу, повторюваність і динаміка.
Діапазон переміщень по осях:
DNM 4500 (X × Y × Z) — 800 × 450 × 510 мм;
DNM 5700 (X × Y × Z) — 1050 × 570 × 510 мм.
Такі робочі зони забезпечують обробку більшості корпусних і призматичних деталей, дозволяючи залишатися в компактному класі верстатів без втрати універсальності.



У типовому циклі фрезерної обробки верстат безперервно виконує ряд операцій, які безпосередньо не пов’язані з різанням, проте мають істотний вплив на загальний час циклу:
•• переміщення між зонами обробки;
•• підйоми та опускання по осі Z;
•• переходи між операціями;
•• підвід і відвід інструмента.
Саме ці «невидимі» рухи формують значну частину фактичного часу циклу. Для верстатів серії DNM швидкість холостих переміщень становить:
•• 42 м/хв по осях X та Y;
•• 36 м/хв по осі Z.
Такі показники відповідають підвищеному рівню холостих переміщень у класі вертикальних фрезерних обробних центрів і забезпечують:
•• близько +17 % швидкості порівняно з типовими значеннями холостих переміщень, що найчастіше зустрічаються у верстатах цього класу (порядку 36 м/хв);
•• до +65 % порівняно з базовими рівнями швидкостей, характерних для частини серійних моделей попередніх і бюджетних лінійок (порядку 25 м/хв).

Кількість інструментів, задіяних у обробці серійної деталi, може суттєво варіюватися залежно від її складності та обраної технології.
Наведений далі приклад (деталь «Головка», DNM5700 4Gen) із 16 інструментами є умовним, однак добре ілюструє загальну закономірність: зі зростанням кількості змін інструменту частка допоміжного часу в загальному циклі зростає.
Під час обробки деталі з використанням 16 інструментів в одному циклі виконується 15 змін інструменту. Саме в таких умовах допоміжний час стає ключовим фактором, що визначає загальну тривалість обробки.

Для верстатів DNM час зміни інструменту (tool-to-tool time) становить 1,2 секунди.
У відсотковому співвідношенні це означає:
• приблизно на 8 % швидше, ніж типові значення tool-to-tool time для верстатів цього класу (близько 1,3с);
• приблизно на 70 % швидше, ніж для верстатів з більш повільним автоматичним змінювачем інструменту (ATC), у яких tool-to-tool time перевищує 4с.
Тобто при розрахунку на одну деталь та 15 змінах інструменту виграш у часі може становити
близько 42 секунд — без зміни режимів різання та без додаткового навантаження на вузливерстата. У серійному виробництві, де такі цикли повторюються десятки й сотні разів за зміну, цей ефект стає особливо відчутним.

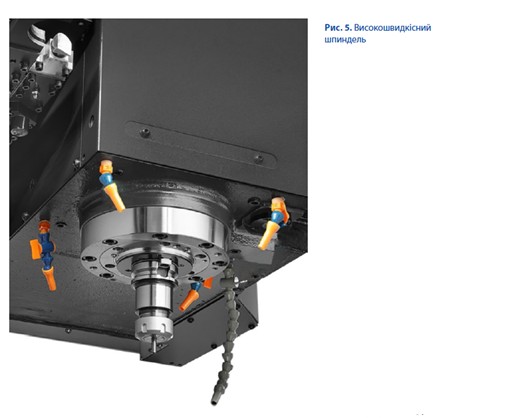
Максимальна частота обертання шпинделя безпосередньо впливає на ефективність роботи та якість обробки при використанні інструментів малого діаметра, а також при чистових операціях і обробці алюмінієвих сплавів. У серійному виробництві цей параметр визначає не стільки пікову продуктивність, скільки стабільність і передбачуваність циклу.
Серія DNM пропонує кілька варіантів шпиндельних вузлів. За замовчуванням застосовується шпиндель з максимальною частотою обертання 8 000 об/хв, а як опція доступні шпинделі 12 000 і 15 000 об/хв.
У відсотках це означає:
• +25 %
між 12 000 і 15 000 об/хв;
• майже +88 %
між 8 000 і 15 000 об/хв.

РОЛЬ ІНЖЕНЕРНОГО ПІДХОДУ В ЗАБЕЗПЕЧЕННІ ПРОДУКТИВНОСТІ
Варто чітко розуміти: жодні високі швидкості холостих переміщень самі по собі не гарантують
продуктивності, якщо технологія обробки побудована неефективно. Швидкий верстат не компенсує зайвих підводів, надлишкових переходів, некоректної стратегії різання або неправильного підбору інструмента.
У реальному виробництві ключову роль відіграють компетентність і професіоналізм постачальника, який відповідає не лише за доставку обладнання, а й за кінцевий результат — у хвилинах циклу та кількості деталей за зміну. Саме такий підхід реалізують у своїй діяльності фахівці компанії ВаріТек», поєднуючи можливості верстатів DNM від DN Solutions з практичним знанням технології обробки.

На етапі впровадження спеціалісти компанії працюють не з окремими параметрами, а з усім
ланцюгом продуктивності:
• вибір коректної стратегії обробки;
• узгодження стратегії з реальною потужністю та динамікою верстата;
• оптимізація діаметра й типу інструмента під конкретне завдання;
• мінімізація холостих переміщень ще на рівні CAM.
Використання CAM-системи ESPRIT дозволяє будувати траєкторії так, щоб потенціал швидких
переміщень і динаміки осей використовувався максимально, а не залишався лише в технічних характеристиках. Не менш важливим елементом є навчання персоналу замовника — адже навіть
найкраща стратегія втрачає сенс без розуміння логіки її практичного застосування.
ВИСНОВОК
У сучасній металообробці конкурентну перевагу має не той верстат, що забезпечує лише високу швидкість обробки, оскільки результат залежить від інструменту та технологічної стратегії.
Виграє той станок, який мінімізує час, витрачений на допоміжні операції поза обробкою.
Саме це і демонструють верстати серії DNM від DN Solutions. Поєднання високих швидкостей холостих переміщень, мінімального часу зміни інструменту та розширеного діапазону частоти обертання шпинделя робить ці верстати ефективною платформою для серійного виробництва — що й пояснює їхню популярність і лідируючі позиції на українському ринку.
Окремо варто зазначити, що в Україні верстати DNM від DN Solutions традиційно працюють у зв’язці з ріжучим інструментом IMC Group. Завдяки цьому технологи мають змогу впроваджувати рішення від TaeguTec та Iscar, максимально реалізовуючи потенціал обладнання як за продуктивністю, так і за якістю обробки.