Пятиосевые стратегии обработки в ESPRIT — это надежные и проверенные в заводских условиях решения для многозадачных станков, разработанные в тесном сотрудничестве с ведущими производителями металлорежущего оборудования.
Компания DP Technology подготовила в 2017 году третий релиз своего флагманского продукта – САМ-системы ESPRIT, которой успешно пользуются в военной и гражданской промышленности всего мира. Представляем вниманию машиностротелей краткий обзор наиболее интересных обновлений.
Новая версия предложит пользователям множество нововведений, которые призваны удовлетворить потребности технологов-программистов, вывести программный продукт на новый уровень производительности и удобства использования.
Быстрое редактирование цепочек
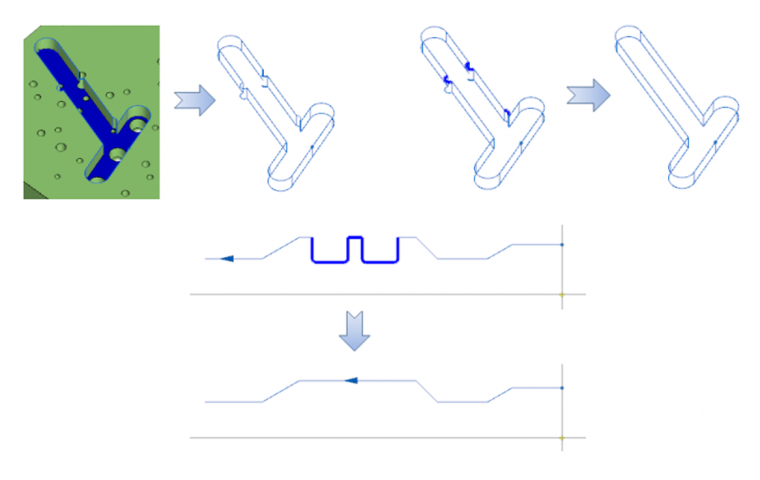
Способ редактирования элементов в ESPRIT стал более простым. Теперь можно легко удалять участки уже созданных Цепочек, Карманов, Профилей выделив их и нажав клавишу «Удалить» (рисунок 1).
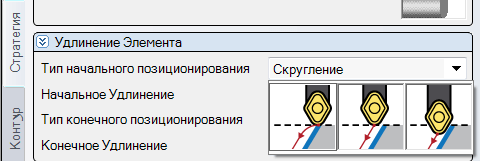
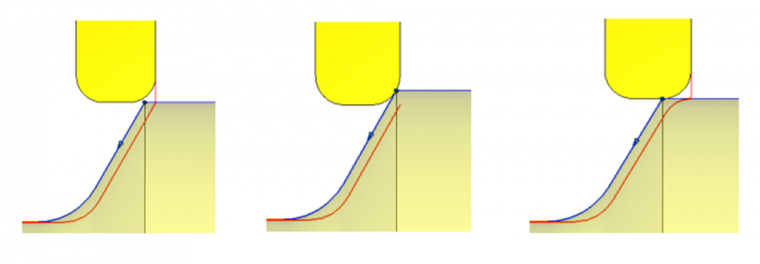
Улучшенное позиционирование инструмента в токарном цикле Обработки Контура
Эта функция обеспечивает лучшее позиционирование кромки инструмента вдоль стенки, в начале или и/или в конце режущего прохода (рис.2). Наиболее эффективно “Тип Позиционирования” выгоден при обработке контура круглыми или канавочными пластинам.
Улучшение эффективности в Profit Milling
Технология ProfitMilling – высокоскоростная обработка от ESPRIT была пересмотрена в новой версии для повышения производительности и надежности в закрытых полостях. Ключевыми улучшениями стали :
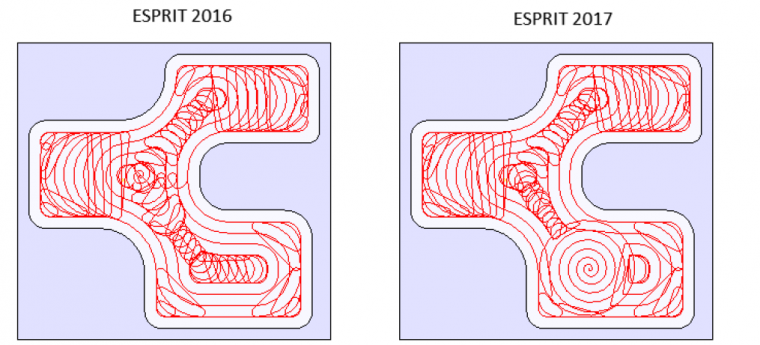
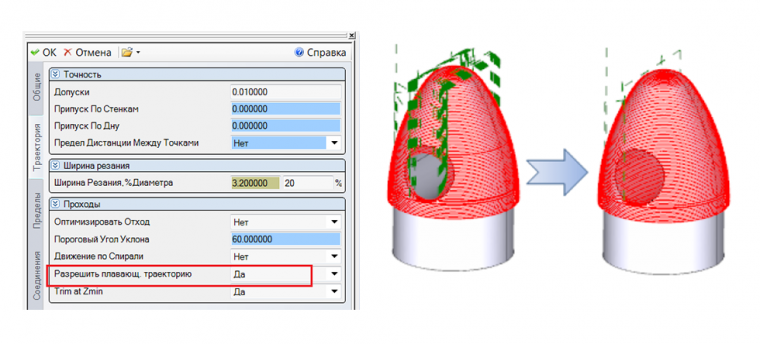
- Увеличенная входная спиральная траектория. Таким образом ”разбивка” зоны обработки проходит быстрее, что способствует эвакуации стружки и лучшему доступу охлаждающей жидкости (рис 6)

Рис.6 Сравнение траектории с увеличением входной спирали
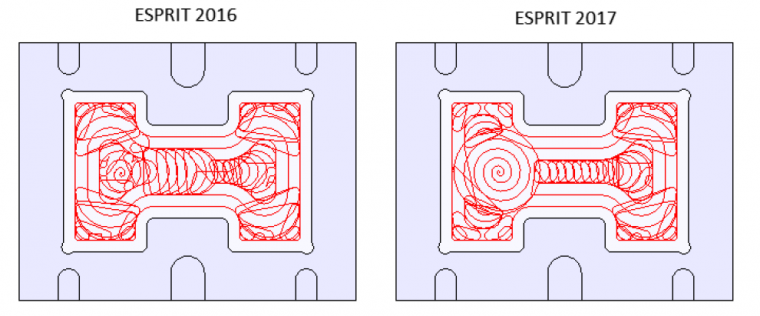
Рис.6 Сравнение траектории с увеличением входной спирали Оптимизированная начальная ширина канала для более быстрого достижения запрограммированных скоростей подачи и уменьшения времени обработки (рис 7)
- Меньше холостых ходов в открытых зонах
Ускорение просчета времени траектории инструмента
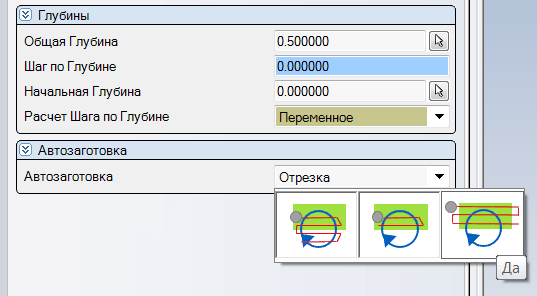
Код, положенный в основу механизма “Автоматической Заготовки” в процессах фрезерования, был реорганизован, с целью значительно сократить время расчета. Теперь, когда включена “Автозаготовка” в циклах Торцевая Обработка, Обработка Кармана и Обработка Контура, операции вычисляются значительно быстрее. Тот же алгоритм применяется для объемных 3х-осевых циклов Черновой Обработки Анализ прироста производительности расчета :
- обработка Кармана с включенной Автозаготовкойдо – 25 раз быстрее
- обработка Контура с включенной Автозаготовкой – в 3 раза быстрее
- объемные 3х-осевых циклы Черновой Обработки – до 12 раз быстрее
Функция призвана сократить временя расчета и оптимизации траектории инструмента
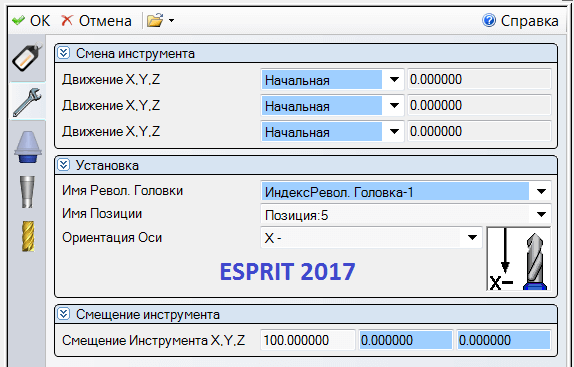
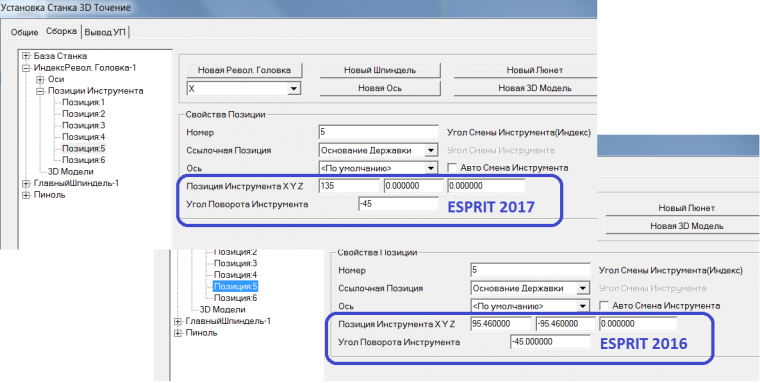
Улучшенная поддержка наклонного инструмента
ESPRIT 2017 расширяет поддержку усложжненных токарно-фрезерных станков с нижней резцедержкой. В предыдущеих версиях ESPRIT текущее положение токарного инструмента для наклонной оси могло быть введено напрямую, а для фрезерного инструмента требовалось вычисление расчета ориентации и смещения инструмента. Теперь ESPRIT 2017 поддерживает ввод требуемого значения угла наклонной ориентации инструмента для обоих типов обработки.
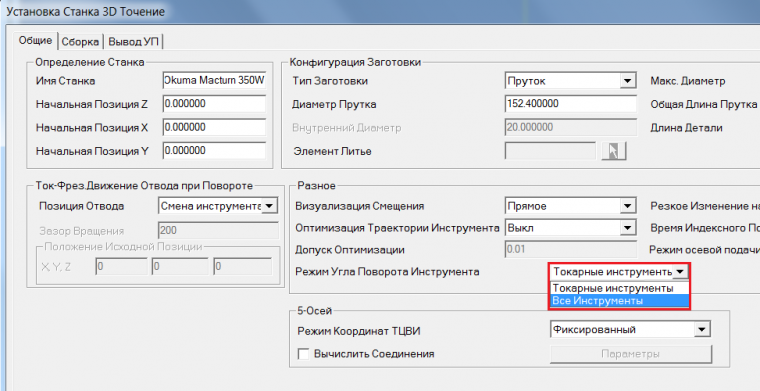
“Режим Угла Поворота Инструмента” имеет следующие настройки: “Токарные инструменты” – Значение по умолчанию. Работает так же, как и в предыдущих версиях. Угол поворота для токарного инструмента можно указывать в странице параметров инструмента.
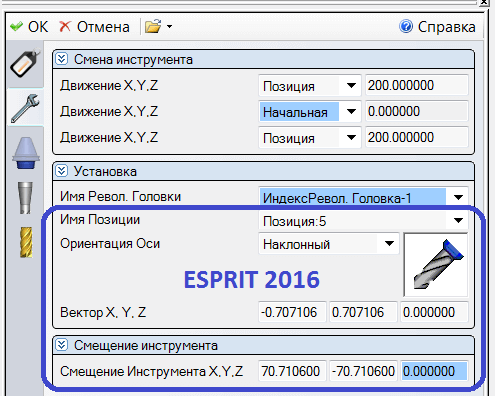
Однако, для фрезерного инструмента ориентация и смещение рассчитываются пользователем. Эта настройка обеспечивает поддержку ранних версий
“Все инструменты” – Требуемое смещение и ориентация инструмента могут быть установлены на странице инструмента для фрезерных и токарных инструментов
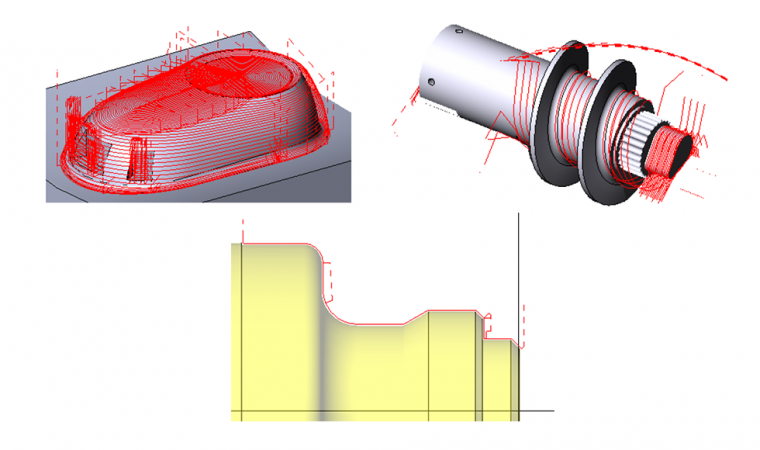
Новый 3-х осевой цикл Единой Чистовой Обработки
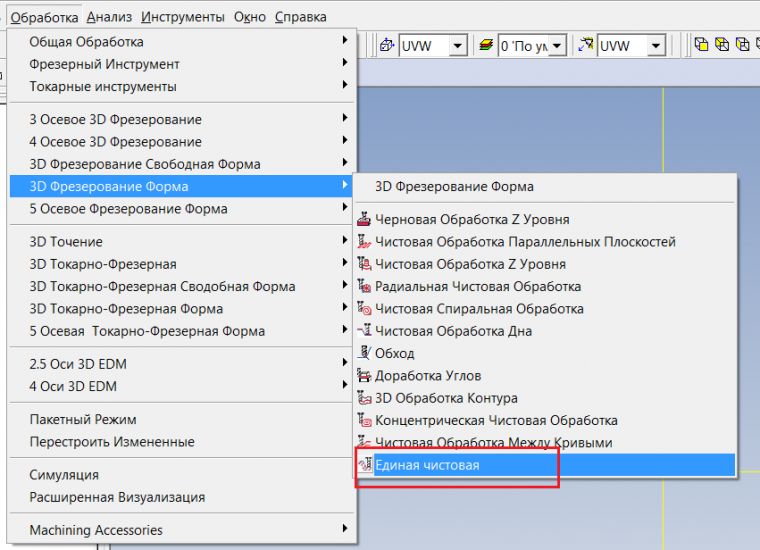
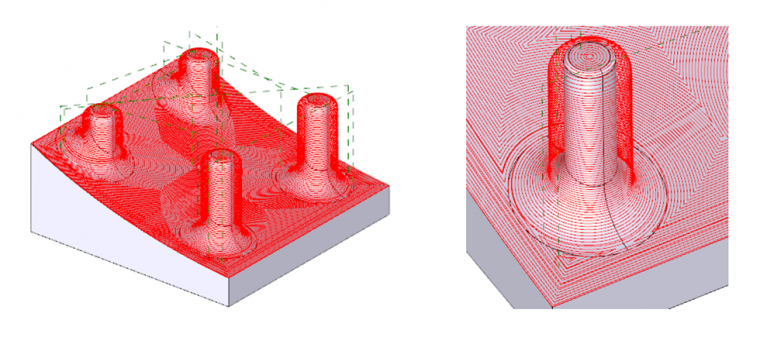
Завершите обработку всей зоны комплексной детали с крутыми и пологими участками за одну операцию, потратив на это меньше времени для программирования. Новый цикл “Единой Чистовой Обработки” содержит в себе лучшее из циклов ESPRIT: “Обработки Z Уровня”и “Чистовая Обработка Дна” в одном комплексном решении. “Единая Чистовая Обработка”оптимизирует обработку сложных деталей, применяя наиболее подходящую траекторию инструмента к крутым и пологим областям детали на основе настройки “Пороговый Угол Наклона”. Ключевые преимущества:
- Оптимизированный интерфейс представляет только необходимые параметры для более быстрого программирования
- Специальный алгоритм придает приоритет непрерывности траектории инструмента между крутыми и неглубокими участками
- Оптимизированная траектория инструмента применяет проходы по Z-уровню для крутых областей на пологих участках проходы формируются смещением
- Пользовательский угол наклона применяет соответствующую траекторию ко всем участкам обработки
- Возможность обработки открытых участков без остановки или отвода инструмента
- Возможность использования спирального режима для более гладкой обработки
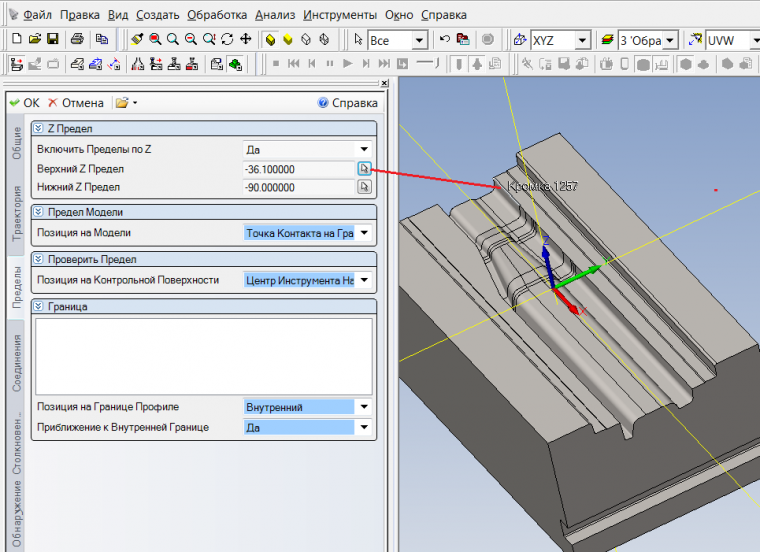
Расширенная поддержка оцифровки Z—пределов модели для циклов Свободной Формы
Теперь есть возможность выбора Z-пределов зоны обработки непосредственно по элементам модели. В качестве исходных данных может быть: Торец, Кромка, Вершина, Петля, любой геометрический объект (рис 17).
Отображение траектории ускоренного перемещения инструмента
Теперь траектория представлена на экране не только рабочей подачей, но и ускоренным перемещением инструмента. Такое отображение траектории на рабочем экране дает лучшее представление о перемещении инструмента до запуска симуляциии. Данное усовершенствование особенно полезно для оценки быстрого движения инструмента при вращательных и многоосевых операциях механической обработки.
Обновленная траектория цикла 5-ти осевой Боковой Обработки
Команда разработчиков ESPRIT учла пожелания специалистов из аэрокосмической отрасли. Цикл ESPRIT 5-ти осевой Боковой Обработки теперь более восприимчив к широкому диапазону деталей с несколькими усовершенствованиями, которые улучшают вычисление траектории инструмента и автоматически компенсируют необычную геометрию детали. Среди усовершенствованний:
- Автоматическая обработка открытых зон в поверхности для непрерывной траектории
- Достоверные проходы, следующие за кривизной профиля детали
- Более плавное позиционирование инструмента вдоль стенок с неровными или прерывистыми границами
- Надежное резание небольших углов с помощью больших инструментов
- Оптимизированная ориентация осей инструмента, когда траектория начинается или заканчивается на плоских гранях
- Сглаживание траекторий инструмента вокруг острых краев для уменьшения ускорения обработки
Автоматическая обработка открытых зон в поверхности для непрерывной траектории
Цикл 5-ти осевой Боковой Обработки теперь может автоматически вычислять траекторию инструмента, которая плавно обрабатывает открытые зоны и неровности в геометрии детали без необходимости создавать дополнительную геометрию, что могло быть достаточно трудоемким занятием.
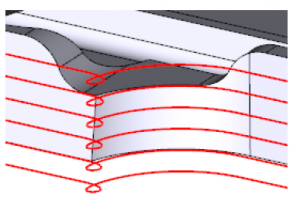
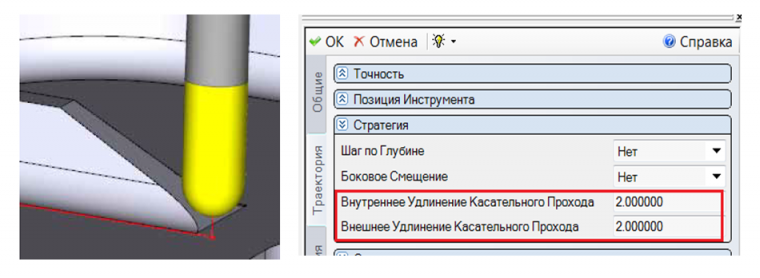
Следование идеальной поверхности с правильными касательными проходами
Наклонные стенки теперь могут быть полностью обработаны с помощью проходов, которые соответствуют кривизне детали. Вместо того, чтобы добавлять простое удлиннение к перемещению входа или выхода, что может повлиять на геометрию детали, проходы цикла Обработки Боковой Стороной основываются на анализе кривизны профиля без необходимости фактического расширения кривой (рис.20). Для обработки ребер аэрокосмических деталей, правильное удлиннение соединений экономят время программирования и повышают надежность траектории инструмента.
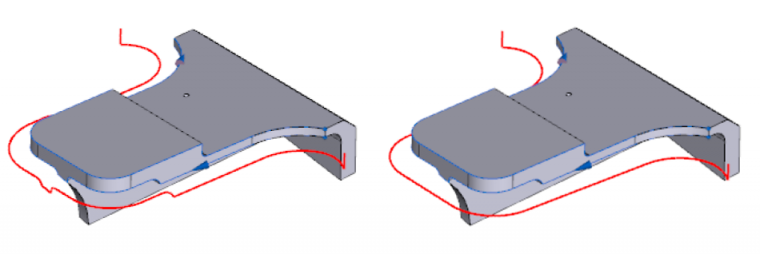
Более плавное позиционирование инструмента вдоль стенок с неровными или прерывистыми границами
Теперь у пользователя есть ряд возможностей плавно управлять режущей кромкой инструмента вдоль стенки с неровными или прерывистыми границами . Возможность управления инструментом внутри операции устраняет необходимость в ручном переопределении профиля обработки. Пользователь может выбрать вариант, дающий наилучший результат для резания: верхний или нижний профиль, автоматическая кривая на основе усредненных геометрических данных, проекция профиля на плоскость (рис 21).
По материалам ТвисТ Инжиниринг, партнера ГК «ВариУс».