SVM 4100 та SVM 5100L — високопродуктивні вертикальні обробні центри для різання кольорових металів.
Підвищена продуктивність досягається за рахунок оптимізованого часу зміни інструменту та скорочення тривалості простоїв. Верстати серії SVM мають широкі можливості обробки та виконують повний спектр операцій, зокрема торцеве й кінцеве фрезерування, U-подібне свердління та нарізання різьби.
Сьогодні, у зв’язку зі зростанням популярності екологічно чистих транспортних засобів і пристроїв ІТ-сегменту, металорізальне обладнання має обробляти дедалі більше алюмінію та інших легкосплавних матеріалів. Компанія DN Solutions розробила нові моделі вертикальних обробних центрів SVM 4100 та SVM 5100L, які допомагають машинобудівникам відповідати цим викликам і досягати максимальної продуктивності.
Моделі забезпечують клієнтам конкурентні переваги, зокрема:
найбільшу зону обробки у своєму класі;
стандартну комплектацію шпинделем із прямим приводом зі швидкістю 12 000 об/хв;
систему корекції теплового зміщення;
пакет Easy Operation Package (EOP) для підвищення зручності роботи оператора.
Як «невидимі» секунди впливають на тривалість циклу обробки деталі
Як правило, пiд час вибору нового фрезерного верстата для виробничих завдань фахівці насамперед оцінюють його габарити та робочі переміщення. Далі — чи достатня потужність для максимально продуктивної обробки деталі, а також максимальні оберти шпинделя. Ли-ше після цього зазвичай переходять до аналізу додаткових опцій і оснащення. Проте в серій-ному виробництві дедалі частіше вирішальним стає інше — час, коли верстат не ріже. Саме він формує фактичну тривалість циклу та безпосередньо впливає на собівартість деталі.
Холості переміщення, зміна інструменту, розгін і гальмування подач по осях, а також доступний діапазон частот обертання шпинделя не беруть безпосередньої участі в процесі різання, але здатні впливати на сумарний час виготовлення деталі на десятки відсотків. Особливо помітним цей фак-тор стає в умовах серійного виробництва, що характеризується високою інструментальною насиче-ністю та частими переходами між операціями.
Показовим прикладом системного підходу до зниження допоміжного часу є серія DNM від DN Solutions — вертикальні фрезерні обробні центри, які сьогодні входять до числа найбільш поширених у своєму класі в Україні. Їх затребуваність визначається не окремими паспортними характеристиками, а сукупністю конструктивних і кінематичних рішень, спрямованих на мінімізацію міжопераційних втрат часу.
СЕРІЯ DNM: ПЛАТФОРМА ДЛЯ СЕРІЙНОГО ВИРОБНИЦТВА Верстати DNM 4500 та DNM 5700 орієнтовані саме на серійні та дрібносерійні задачі, де ключовими є стабільність циклу, повторюваність і динаміка. Діапазон переміщень по осях: DNM 4500 (X × Y × Z) — 800 × 450 × 510 мм; DNM 5700 (X × Y × Z) — 1050 × 570 × 510 мм.
Такі робочі зони забезпечують обробку більшості корпусних і призматичних деталей, дозволяючи залишатися в компактному класі верстатів без втрати універсальності.
У типовому циклі фрезерної обробки верстат безперервно виконує ряд операцій, які безпосередньо не пов’язані з різанням, проте мають істотний вплив на загальний час циклу: •• переміщення між зонами обробки; •• підйоми та опускання по осі Z; •• переходи між операціями; •• підвід і відвід інструмента. Саме ці «невидимі» рухи формують значну частину фактичного часу циклу. Для верстатів серії DNM швидкість холостих переміщень становить: •• 42 м/хв по осях X та Y; •• 36 м/хв по осі Z.
Такі показники відповідають підвищеному рівню холостих переміщень у класі вертикальних фрезерних обробних центрів і забезпечують: •• близько +17 % швидкості порівняно з типовими значеннями холостих переміщень, що найчастіше зустрічаються у верстатах цього класу (порядку 36 м/хв); •• до +65 % порівняно з базовими рівнями швидкостей, характерних для частини серійних моделей попередніх і бюджетних лінійок (порядку 25 м/хв).
Кількість інструментів, задіяних у обробці серійної деталi, може суттєво варіюватися залежно від її складності та обраної технології.
Наведений далі приклад (деталь «Головка», DNM5700 4Gen) із 16 інструментами є умовним, однак добре ілюструє загальну закономірність: зі зростанням кількості змін інструменту частка допоміжного часу в загальному циклі зростає. Під час обробки деталі з використанням 16 інструментів в одному циклі виконується 15 змін інструменту. Саме в таких умовах допоміжний час стає ключовим фактором, що визначає загальну тривалість обробки.
Для верстатів DNM час зміни інструменту (tool-to-tool time) становить 1,2 секунди.
У відсотковому співвідношенні це означає: • приблизно на 8 % швидше, ніж типові значення tool-to-tool time для верстатів цього класу (близько 1,3с); • приблизно на 70 % швидше, ніж для верстатів з більш повільним автоматичним змінювачем інструменту (ATC), у яких tool-to-tool time перевищує 4с. Тобто при розрахунку на одну деталь та 15 змінах інструменту виграш у часі може становити близько 42 секунд — без зміни режимів різання та без додаткового навантаження на вузливерстата. У серійному виробництві, де такі цикли повторюються десятки й сотні разів за зміну, цей ефект стає особливо відчутним.
Максимальна частота обертання шпинделя безпосередньо впливає на ефективність роботи та якість обробки при використанні інструментів малого діаметра, а також при чистових операціях і обробці алюмінієвих сплавів. У серійному виробництві цей параметр визначає не стільки пікову продуктивність, скільки стабільність і передбачуваність циклу. Серія DNM пропонує кілька варіантів шпиндельних вузлів. За замовчуванням застосовується шпиндель з максимальною частотою обертання 8 000 об/хв, а як опція доступні шпинделі 12 000 і 15 000 об/хв.
У відсотках це означає: • +25 % між 12 000 і 15 000 об/хв; • майже +88 % між 8 000 і 15 000 об/хв.
РОЛЬ ІНЖЕНЕРНОГО ПІДХОДУ В ЗАБЕЗПЕЧЕННІ ПРОДУКТИВНОСТІ Варто чітко розуміти: жодні високі швидкості холостих переміщень самі по собі не гарантують продуктивності, якщо технологія обробки побудована неефективно. Швидкий верстат не компенсує зайвих підводів, надлишкових переходів, некоректної стратегії різання або неправильного підбору інструмента. У реальному виробництві ключову роль відіграють компетентність і професіоналізм постачальника, який відповідає не лише за доставку обладнання, а й за кінцевий результат — у хвилинах циклу та кількості деталей за зміну. Саме такий підхід реалізують у своїй діяльності фахівці компанії ВаріТек», поєднуючи можливості верстатів DNM від DN Solutions з практичним знанням технології обробки.
На етапі впровадження спеціалісти компанії працюють не з окремими параметрами, а з усім
ланцюгом продуктивності: • вибір коректної стратегії обробки; • узгодження стратегії з реальною потужністю та динамікою верстата; • оптимізація діаметра й типу інструмента під конкретне завдання; • мінімізація холостих переміщень ще на рівні CAM.
Використання CAM-системи ESPRIT дозволяє будувати траєкторії так, щоб потенціал швидких переміщень і динаміки осей використовувався максимально, а не залишався лише в технічних характеристиках. Не менш важливим елементом є навчання персоналу замовника — адже навіть найкраща стратегія втрачає сенс без розуміння логіки її практичного застосування.
ВИСНОВОК
У сучасній металообробці конкурентну перевагу має не той верстат, що забезпечує лише високу швидкість обробки, оскільки результат залежить від інструменту та технологічної стратегії. Виграє той станок, який мінімізує час, витрачений на допоміжні операції поза обробкою. Саме це і демонструють верстати серії DNM від DN Solutions. Поєднання високих швидкостей холостих переміщень, мінімального часу зміни інструменту та розширеного діапазону частоти обертання шпинделя робить ці верстати ефективною платформою для серійного виробництва — що й пояснює їхню популярність і лідируючі позиції на українському ринку.
Окремо варто зазначити, що в Україні верстати DNM від DN Solutions традиційно працюють у зв’язці з ріжучим інструментом IMC Group. Завдяки цьому технологи мають змогу впроваджувати рішення від TaeguTec та Iscar, максимально реалізовуючи потенціал обладнання як за продуктивністю, так і за якістю обробки.
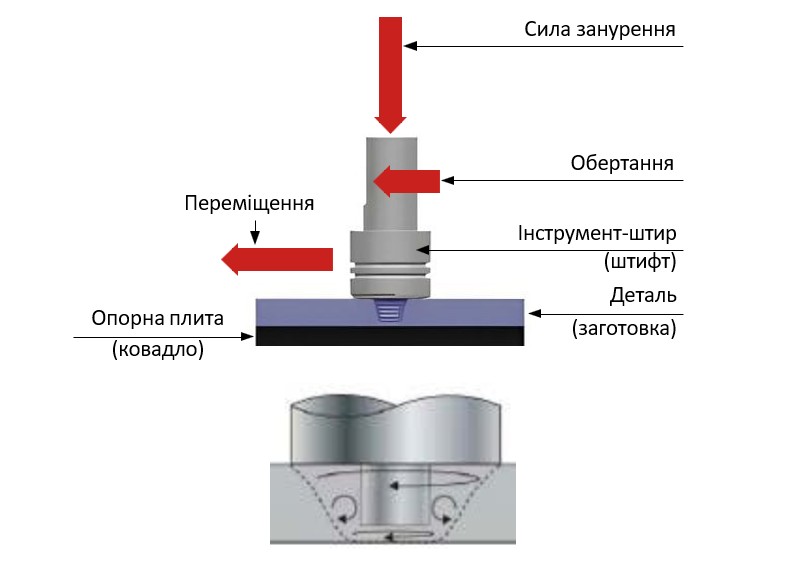
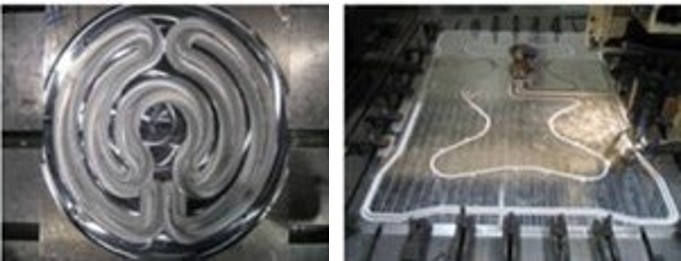
Сучасні вимоги до якості зварних з’єднань та ефективності виробниц тва стимулюють пошук інноваційних рішень у галузі зварювання. Од ним із таких рішень є технологія зварювання тертям із перемішуванням (Friction Stir Welding, FSW). Цей метод забезпечує міцне та герметичне з’єднання матеріалів без розплавлення металу, що вигідно відрізняє його від традиційних технологій. Концепція технології полягає в тому, що спеціальний обертовий ін струмент рухається вздовж стику між двома деталями. Завдяки тертю та пластичній деформації в зоні контакту генерується тепло, достатнє для пластичного розм’якшення, але не плавлення металу. Матеріал у зоні зварювання інтенсивно перемішується, ущільнюється та формує монолітний шов під дією осьового навантаження та опорної поверхні інструмента. FSW найчастіше використовується для з’єднання легких кольорових металів, таких як алюміній і магній, а також деяких мідних і високоміцних алюмінієвих сплавів.
СФЕРИ ЗАСТОСУВАННЯ ТЕХНОЛОГІЇ FSW
Технологія FSW широко використовується в промисловості, де критично важливі висока міцність, надійність та відсутність дефектів з’єднання при мінімальному тепловому впливи на матеріал. Серед основних напрямів за стосування:
КОРПУСИ ІНВЕРТОРІВ
АКУМУЛЯТОРНІ ЛОТКИ
ЕЛЕМЕНТИ АЕРОКОСМІЧНОЇ ТЕХНІКИ
ВИРОБИ НАПІВПРОВІДНИКОВОЇ ПРОМИСЛОВОСТІ
КОМПОНЕНТИ ІТ-ОБЛАДНАННЯ
Низькотемпературний характер процесу дозволяє практично повністю зберегти початкові властивості з’єднуваного матеріалу, а отриманий шов відрізняється стабільністю та довговічністю.
ЗАГАЛЬНА ХАРАКТЕРИСТИКА FSW 2030T/TD
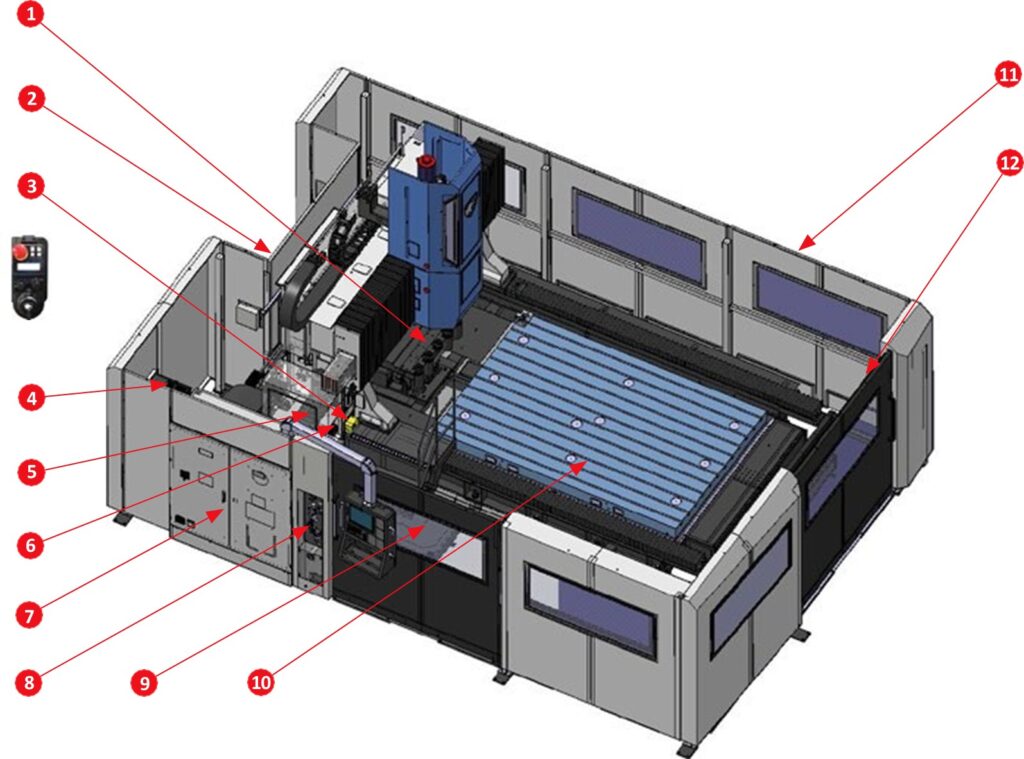
FSW 2030T/TD — це верстат портального типу нового покоління, оснащений зварювальною головкою FSW, призначений для виготовлення корпусів акумуляторних батарей електромобілів.
Ця конструкція забезпечує компактність і зручність розміщення, вимагає менше монтажного простору, ніж верстати з рухомим столом, і дозволяє легко збільшити робочу площу.
У порівнянні з FSW роботами цей тип верстата забезпечує вищу швидкість зварювання, міцнішу конструкцію та ефективне відведення тепла під час обробки складних матеріалів.
1. Магазин на 5 інструментів. 2. Дверцята магазину. 3. Ручний пульт керування (MPG) з LCD-дисплеєм. 4. Масляний охолоджувач і трансформатор. 5. Гідравлічний блок і мастильний насос. 6. Педаль керування. 7. Головна електрична шафа. 8. Повітряний пристрій. 9. Дверцята оператора. 10. Стіл (2000×3000 мм).11. Захисна огорожа (опція). 12. Передні двері та сходинка.
ПРОГРАМНЕ ЗАБЕЗПЕЧЕННЯ
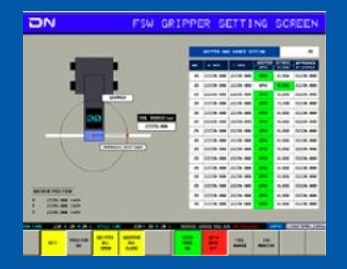
Власна система керування DN Solutions здійснює точне регулювання осьового зусилля через вбудований датчик, який контролює притискну силу по всій довжині шва та підтримує оптимальні параметри процесу FSW.
Керування пристроями кріплення також інтегроване у програмне забезпечення: система автоматично відкриває та закриває грипери, що підвищує рівень автоматизації, полегшуючи роботу оператора.
ОСНОВНА СТРУКТУРА
Щоб створити компактне та ефективне робоче се редовище, у конструкції FSW 2030T/TD застосовано високопродуктивну портальну раму. Жорстка просторова структура забезпечує стабільність під час процесу FSW, а продумане компонування для автоматизації сприяє підвищенню продуктивності та гарантує стабільну, надійну роботу у порівнянні з іншими рішеннями.
КЛЮЧОВІ ПЕРЕВАГИ
FSW 2030T/TD побудований на основі високоміцної литоїрами, яка дозволяє впевнено працювати з деталями, що зазнають значних навантажень у процесі зварювання. Верстат забезпечує можливість обробки деталей великої товщини та перевищує багато аналогічних систем за стабільністю процесу та якістю з’єднання.
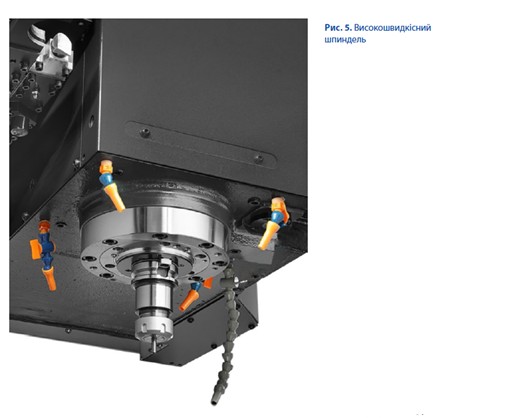
ШПИНДЕЛЬ
Модель FSW 2030T/TD оснаще на високоточним і жорстким шпинделем, який забезпечує стабільну роботу навіть при зварюванні деталей великої товщини.
Конструкція шпиндельного вузла розрахована на довготри вале навантаження без втрати геометричної точності, що дозволяє підтримувати високу стабільность, повторюваність, точнiсть і продуктивнiсть процесу.
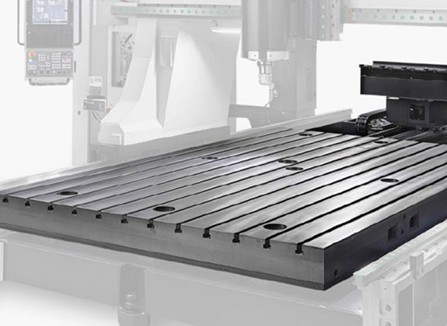
РОБОЧА ЗОНА
Великий стіл із піддоном класу 2 м забезпечує простору робочу зону для зварювання деталей різних габаритів. Конструкція столу дозволяє надійно закріплювати заготовки та ефективно видаляти стружку та технологічні відходи.
Для підвищення продуктивності доступна опція автоматизації 2PALLET, що забезпечує ефективну організацію безперервного процесу виробицтва та мінімізує час переналагодження між операціями.
FSW 2030T/TD
Це верстат нового покоління, що поєднує компактність, точність і надійність.
Завдяки високоміцній литій конструкції, системі точного контролю осьового зусилля та інтелектуальному програмному керуванню він забезпечує стабільну якість з’єднання та високу повторюваність результатів.
Це рішення ідеально підходить для виготовлення алюмінієвих корпусів електротранспорту та інших виробів, де особливо важливі мінімальні теплові деформації, висока міцність швів і надійність процесу.
Поворотні бабки з віссю B вже давно застосовуються в шліфувальних верстатах — це не новинка, а логічний етап еволюції технологій обробки. Проте саме сьогодні, завдяки розвитку систем прямого приводу (DD-мотори), прецизійних енкодерів та інтелектуальному керуванню кутовим позиціонуванням, вісь B набуває нового значення: не просто елемент гнучкості, а фундамент точності та стабільності сучасних шліфувальних систем.
ВІСЬ B ТА ЇЇ РОЛЬ У ШЛІФУВАЛЬНОМУ ПРОЦЕСІ
У координатній системі верстатів з ЧПК вісь B відповідає за обертальний рух навколо осі Y. У шліфувальних верстатах ця функція реалізується у вигляді поворотної бабки, що дозволяє шпинделю або абразивному кругу змінювати кут нахилу відносно заготовки.
Таке рішення забезпечує оптимальне підведення інструмента під потрібним кутом, дозволяє виконувати кілька видів шліфування — зовнішнє, торцеве, радіусне або різьбове — без переналагодження і повторного встановлення деталі.
ПЕРЕВАГИ ОСІ B
Гнучкість без компромісів На відміну від фіксованих конструкцій поворотна бабка з віссю B може змінювати кут атаки шліфувального круга в діапазоні до ±210°. Це дає можливість обробляти складні профілі та комбіновані поверхні за одне встановлення, що особливо важливо при шліфуванні деталей з переходами від зовнішнього діаметра до торця, конічної або радіусної поверхні та назад.
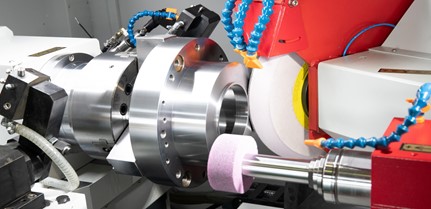
Пряма кінематика та висока точність У верстатах e‑tech, наприклад серії EGP‑B, обертальний вузол оснащений прямим приводом (Direct Drive) та високоточним енкодером, що забезпечує позиціонування з роздільністю до кількох секунд дуги. Таке рішення виключає люфти редукторних передач, підвищує повторюваність і гарантує стабільну якість поверхні навіть при складних комбінованих операціях.
Інтеграція з автоматизацією Вісь B — важливий елемент комплексної автоматизації шліфувального циклу. У поєднанні з ЧПК‑керуванням e‑tech і можливістю програмованого позиціювання шпинделя, вісь B забезпечує автоматичну зміну кута між різними операціями без участі оператора. Це скорочує час циклу, знижує ризик помилок і підвищує продуктивність.
ДЕ ВІСЬ B ОСОБЛИВО ЕФЕКТИВНА
Сучасні шліфувальні системи з віссю B користуються попитом у виробництві: • компонентів аерокосмічної та енергетичної промисловості; • прецизійних штампів і прес-форм; • високоточних валів, втулок і корпусів складної форми; • деталей гідравлічних і пневматичних систем. Основною перевагою осі В є виконання кількох операцій за одне встановлення зі збереженням мікронної точності та ідеального прилягання поверхонь.
ВІСЬ B ЯК ОСНОВА КОНКУРЕНТОСПРОМОЖНОСТІ Поворотна бабка з віссю B давно перестала бути ознакою «топ-моделей». Сьогодні це — стандарт для тих, хто працює з високою точністю та гнучкістю виробництва. Розвиток технологій e-tech — прямі приводи, компактна інтеграція осі B, інтелектуальне керування кутовою компенсацією — робить такі верстати максимально адаптивними та надійними. У сучасному виробництві, де точність вимірюється мікрометрами, а час — секундами, вісь B стає не просто додатковим рухом, а інструментом стратегічної переваги. Компанія e‑tech Machinery розробляє рішення, де кожна вісь працює на спільну мету — досягнення ідеальної геометрії при мінімальних витратах часу та зусиль оператора.
ТОВ «ВаріТек» є ексклюзивним представником компанії e-tech Machinery в Україні
DN Solutions, один із провідних світових виробників верстатів та лідер машинобудування Південної Кореї, розширює лінійку вертикальних токарних центрів (VTC) серією PV 6300. Вона призначена для виробників комплектуючих середнього розміру, наприклад дисків, кілець, коліс, ступиць, корпусів, що використовуються у важкій аерокосмічній, автомобільній, нафтогазовій та енергетичній промисловості.
Серія PV 6300 займає проміжне положення між моделями PV 400 і PV 9300, пропонуючи розширені можливості щодо розміру заготовок і скорочення циклів обробки.
КЛЮЧОВІ ОСОБЛИВОСТІ PV 6300
Z-axisX-axis
Високажорсткістьконструкції: станина з інтегрованими напрямними типу box guideway (напрямні ковзання коробчатого типу) забезпечує стабільність і зменшення вібрацій під час тривалої важкої обробки.
Швидкість переміщення по осях може досягати 20 м/хв, завдяки чому можливе більш продуктивне точіння та допоміжне фрезерування великих деталей.
Потужний шпиндель: оптимізація конструкції редуктора та двигуна дозволяє досягати високого крутного моменту, а жорсткість верстата — підвищити ефективність різання при обробці заготовок з твердих і важкооброблюваних матеріалів, у тому числі термо оброблених нержавіючих сталей і корозійностійких суперсплавів.
Розширена робоча зона: завдяки чому збільшено діаметр токарної обробки та габарити оброблюваних заготовок.
12-позиційна револьверна головка з сервоприводом: на ній також можуть розміщуватися універсальні тримачі інструменту для 2х та 3осьової обробки.
Автоматичний магазин інструмента CAPTO C6: дозволяє збільшити кількість позицій на револьверній головці
Автоматизація ROBOSOL: забезпечує безперервну роботу обладнання без постійного контролю з боку оператора.
Система управління Fanuc i Plus комплектується 15-дюймовим сенсорним екраном з інтерфейсом iHMI або Siemens 828D і, оскільки вони «готові до автоматизації», їх можна інтегрувати з різними системами верстата для підвищення продуктивності та спрощення виконання опеацій без участі оператора.
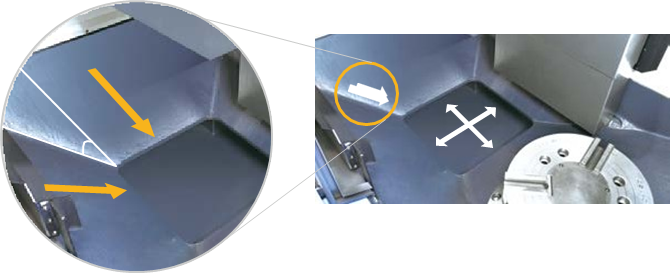
Видалення стружки: оптимізований кут нахилу та широкий вихід забезпечують швидку евакуацію стружки з робочої зони, особливо на автоматизованих лініях.
Серія PV 6300 — це конструкторське рішення DN Solutions, що відповідає зростаючому попиту на верстати, призначені для важкої обробки в автомобільній та енергетичній промисловості. Вони поєднують в собі інженерну точність, підвищену продуктивність і розширені можливості завдяки автоматизації.
Вертикальні токарні центри PV 6300 та PV 6300M з патронами розміром до 18 дюймів у стандартній комплектації оснащені сучасними та потужними шпинделями (26 кВт/2000 об/хв/1116 Н·м), завдяки чому для підвищення продуктивності можна збіль шувати параметри режимів рі зання. Також доступні варіанти комплектацій зі шпинделем більшої потужності (до 37 кВт) і більшим крутним моментом (1638 Н·м).
Модель PV 6300M доповнена функцією фрезерування, завдяки чому можливі комбіновані токарнофрезерні операції. Це робить її експлуатацію особливо привабливою там, де потрібна висока потужність, великий крутний момент і гнучкість.
DN Solutions NHP 6300 другого покоління — це високотехнологічний обробний центр, призначений для виробництва складних корпусних і прецизійних деталей у автомобілебудуванні, авіабудуванні, загальному та енергетичному машинобудуванні. Він характеризується жорсткістю та надійністю конструкції, високою точністю позиціонування та повною готовністю до цифрової трансформації.
Тож він забезпечить підприємствам, які його придбають, цілий спектр конкурентних переваг, зокрема за якістю та термінами виготовлення продукції.
Компанія DN Solutions — один із найбільших світових виробників металообробного обладнання та лідер південнокорейського верстатобудування — представила друге покоління горизонтального обробного центру NHP 6300, орієнтованого на високопродуктивне серійне та масове виробництво в галузях, які висувають підвищені вимоги до точності та стабільності обробки виробів.
КОНСТРУКТИВНІ ОСОБЛИВОСТІ
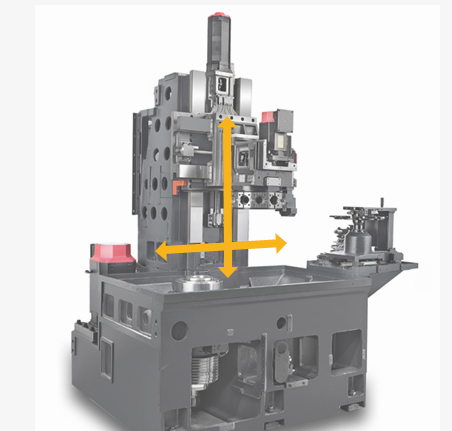
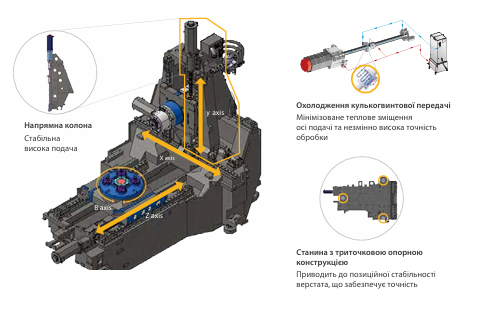
Модель NHP 6300 II покоління відрізняється оптимізованою кінематикою та покращеною термостабільністю, що дозволяє значно коротити допоміжний час і підвищити продуктивність. Вбудований високошвидкісний шпиндель з підвищеними динамічними характеристиками, що забезпечує розгін і гальмування,— на 20% швидше за попередню версію. Це суттєво знижує час на перехідні операції та пришвидшує цикл обробки.
Прецизійний поворотний стіл з B-віссю отримав удосконалений механізм індексації, що дозволяє повертати палету на заданий кут на 35% швидше. При цьому швидкість повороту зросла більш ніж у два рази, що критично важливо для багатосторонньої обробки складних деталей за одну установку.
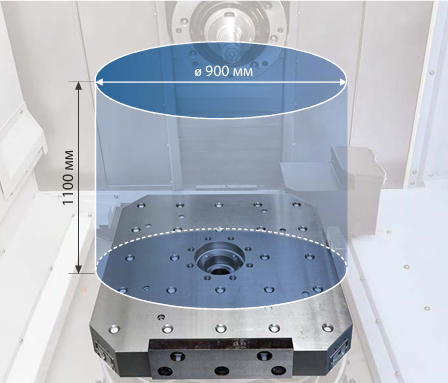
Система автоматичної зміни палет — Automatic Pallet Changer (APC) є стандартною частиною обладнання та забезпечує безперервність його роботи завдяки завантаженню та вивантаженню заготовок паралельно з обробкою деталей. Це мінімізує простої, що особливо ефективно в умовах роботи підприємства в режимі 24/7.
Суттєво оптимізований механізм зміни інструмента, який став працювати на 30% швидше, зменшуючи міжопераційний час, що дозволило підвищити виробничу ефективність.
Шпиндель верстата оснащений системою рідинного охолодження вала та підшипників, а також інтегрованою системою термокомпенсації, що гарантує мінімальні теплові деформації та стабільну точність обробки навіть під час тривалих високонавантажених циклів і чорнової різки з великою подачею. Додаткова вібростійкість конструкції підвищує ресурс інструменту та якість оброблювальної поверхні.
Верстат NHP 6300 II покоління спочатку був спроєктований з розрахунком на вбудовування в автоматизовані виробничі комплекси. Він інтегрується з лінійними палетними системами (LPS), роботизованими маніпуляторами та інтелектуальними системами моніторингу стану інструмента й обладнання. Функції прогнозування зносу, оптимізації виробничого графіка та контролю якості в реальному часі дозволяють йому бути повністю готовим до роботи відповідно до концепції розумного виробництва (Smart Factory).
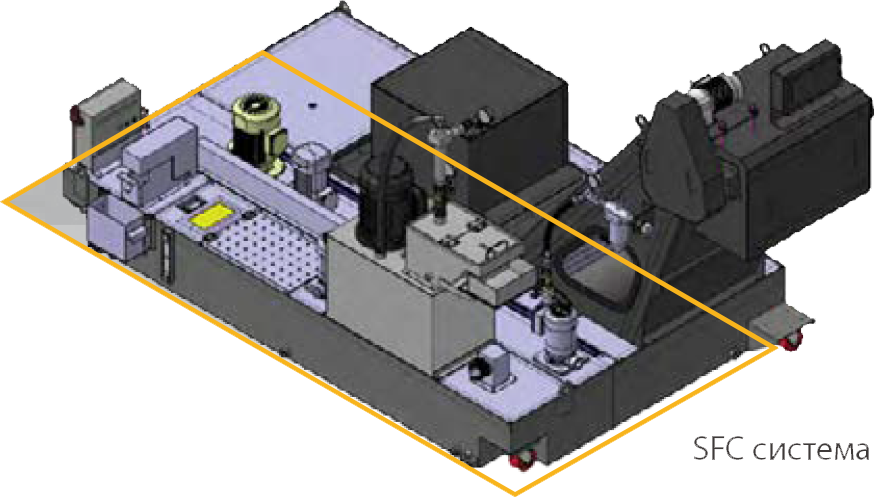
Для підвищення стабільності роботи та зниження витрат на обслуговування верстат може бути додатково укомплектований Sludge-Free Coolant (SFC) — інноваційною системою очищення охолоджувальної рідини, яка автоматично видаляє металеві стружки та шлам, що збільшує інтервали між технічним обслуговуванням і знижує ризик засмічення охолоджувальних каналів.
Тайванська компанія e-tech Machinery, заснована в 1950-х роках минулого століття, сьогодні є одним із лідерів ринку в галузі прецизійного шліфування. Вона випускає широкий спектр обладнання, яке відповідає вимогам таких високотехнологічних галузей як автомобілебудування, авіабудування, двигунобудування, ракетно-космічна промисловість, а також виробництво штампів та прес-форм.
Інноваційні технології
Однією з ключових переваг обладнання e-tech є виняткова точність і стабільність розмірів завдяки поєднанню жорсткої конструкції з передовими технологіями шпинделів, що забезпечує мінімальні вібрації та високу якість обробки поверхонь. Така точність критично важлива для галузей, де недопустимі відхилення від заданих параметрів. Верстати оснащені надійними та інтуїтивно зрозумілими системами ЧПК від провідних виробників, таких як Fanuc і Mitsubishi. Вони спрощують програмування та керування верстатом, дозволяючи операторам легко виконувати складні задачі, такі як автоматичне правлення шліфувального круга, компенсація зношування та багатоступеневе шліфування.
Наприклад, модель EGM‑350LFCNCдозволяє виконувати складні шліфувальні операції, включно з обробкою внутрішніх і зовнішніх поверхонь, з максимальним діаметром шліфування до 330 мм і глибиною до 260 мм. Вона оснащена функцією високошвидкісного профілювання круга, що значно зменшує час на його правку.
EGM‑350LF CNC
Компанія пропонує повну лінійку шліфувальних верстатів — від круглошліфувальних до безцентрових, внутрішніх і плоскошліфувальних. Така різноманітність дає змогу клієнтам обирати обладнання, яке ідеально відповідає їхнім конкретним завданням. Незалежно від того, чи йдеться про масове виробництво, чи про складну високоточну обробку — e-tech має відповідне рішення:
Круглошліфувальні верстати: Серії EGP (Plunge Type), EGA (Angular Type), EGP-B (Universal Cylindrical Grinder), Supra та Rhino, які забезпечують високу точність обробки зовнішніх поверхонь .
Внутрішньошліфувальні верстати: Серії EGI та EGM, призначені для обробки внутрішніх отворів з високою точністю
Плоскошліфувальні верстати: Серії EASY (CNC/NC) та ESG, які забезпечують точну обробку плоских поверхонь .
Безцентрові шліфувальні верстати: Серії ECG (CNC/NC/S), ідеальні для обробки деталей без центрування
Високоточні ротаційні шліфувальні верстати: Серія EHR, призначена для обробки деталей з високими вимогами до точності
Вертикальні шліфувальні верстати: Серія EGV, що забезпечує ефективну обробку вертикальних поверхонь
Верстати e—tech спроектовані з урахуванням максимальної продуктивності.
Швидкий рух осей, короткі цикли обробки та функції, як-от автоматичне завантаження/розвантаження, забезпечують ефективну роботу та мінімізацію простоїв.
Наприклад, модель Mini Genie демонструє ці переваги: компактна, але надзвичайно швидка в роботі.
Багато моделей e-tech розроблені з урахуванням енергоефективності та економії простору. Завдяки модульному підходу до конструкції, кожен верстат може бути налаштований відповідно до специфічних потреб замовника.Це робить їх ідеальними як для великих виробничих підприємств, так і для малих, які потребують високої продуктивності в обмежених просторах.
Глобальна присутність і підтримка
Компанія e-tech активно співпрацює з клієнтами по всьому світу, надаючи індивідуальні рішення для різних виробничих завдань. E-tech має розгалужену мережу представництв, включно з дочірньою компанією у США, що забезпечує оперативну технічну підтримку та навчання персоналу клієнтів.
Завдяки інноваційному підходу до розробки верстатів та орієнтації на клієнта, e-tech Machinery зарекомендувала себе як надійного партнера. Вибір її обладнання — це інвестиція у стабільність, ефективність та довгострокову надійність виробничих процесів.
Фахівці ТОВ «ВаріТек» готові надати повну технічну підтримку, сервісне обслуговування та навчити персонал замовника працювати на даному обладнанні.
Компанія «ВаріТек» є ексклюзивним представником компанії e-tech Machinery в Україні. ТОВ «ВаріТек»
Інноваційна серія верстатів DLX від компанії DN Solutions задає нові стандарти у сфері адитивного виробництва (LPBF – Laser Powder Bed Fusion), забезпечуючи неперевершену точність, ефективність і гнучкість процесів. Установки призначені для високотехнологічних галузей — від авіаційно-космічної та енергетичної до медицини й автомобілебудування, де критично важливими є якість, повторюваність і надійність.
Інтегроване виробниче рішення Станки серії DLX — це повністю цифрова платформа, яка охоплює весь цикл виготовлення: від підготовки 3D-моделі та налаштування параметрів друку до фінального контролю якості та постобробки. Така безшовна інтеграція знижує кількість ручних операцій і підвищує стабільність геометричних і технічних характеристик деталей.
Інтелектуальне програмне забезпечення DLX підтримує цифровий виробничий ланцюг із автоматичним виявленням геометричних особливостей, адаптацією параметрів друку під матеріал та конфігурацію деталі, а також контролем якості в єдиному цифровому середовищі. Це мінімізує кількість помилок і прискорює запуск у серійне виробництво.
Інженерний супровід і технічна підтримка DN Solutions надає не лише обладнання, а й повний інженерний супровід: від редизайну деталей відповідно до принципів DfAM (Design for Additive Manufacturing) до впровадження процесів і навчання персоналу. Спільна розробка матеріалів і оптимізація параметрів друку забезпечують стабільний результат навіть у найскладніших проєктах.
Глобальна інфраструктура підтримки До мережі технічної підтримки входять три міжнародні DLX Additive Solution Center, а також регіональні експерти, які сприяють реалізації проектів безпосередньо на підприємствах.
Чому варто обрати серію DLX
Серія DLX від DN Solutions — це поєднання передових адитивних технологій, точності та надійності. DLX 325 і DLX 450 дозволяють з високою точністю та повторюваністю виготовляти складні вироби з металу.
DLX 450 забезпечує вражаючий об’єм побудови 450 × 450 × 450 мм, та може бути оснащена чотирма лазерами, що працюють паралельно, істотно скорочуючи час друку. Змінні контейнери дають змогу не переривати процес виробництва, а інтегроване видалення порошку знижує обсяг ручної праці.
DLX-серія підтримує понад 12 сертифікованих матеріалів, включно з IN718, Ti6Al4V та алюмінієвими сплавами, що робить її ідеальною для аерокосмічної, медичної, автомобільної та енергетичної галузей.
Завдяки точності до 30 мкм, лазерному споту 80 мкм та цифровому контролю параметрів, DLX забезпечує стабільну якість продукції та економічну ефективність на кожному етапі.
Цифровий (End-to-End) виробничий процес
Серія DLX пропонує повністю оцифрований виробничий ланцюжок. Усі етапи — від підготовки моделі до фінального контролю якості — об’єднані в єдину систему з шістьма комплексними програмними модулями. Це забезпечує стабільність, прозорість та гнучкість у кожному циклі виробництва.
Крок 1 — Ідентифікація
Знайти відповідну деталь за допомогою AMExplorer
Крок 2 – Планування
Точний розрахунок вартості за допомогою AMCosting
Крок 3 — Підготовка
Підготовка точних даних за допомогою AMBuilder
Крок 4 — Оптимізація
Скорочення часу друку за допомогою AMBuildSmart
Крок 5 — Перевірка
Корекція деформацій за допомогою AMSimulation
Крок 6 — Контроль
Оптимізація параметрів за допомогою AMOptomet
Модельний ряд DLX: високоточний друк для будь-яких завдань
DLX 150 Компактне рішення для наукових досліджень, прототипування та освітніх закладів. Завдяки лазерному променю 45/80 мкм забезпечується висока роздільна здатність друку. Автоматична система фільтрації та простота обслуговування роблять DLX 150 ідеальною установкою для лабораторного використання та виготовлення дрібносерійних виробів.
Максимальна кількість лазерів: 1 Обсяг побудови: Ø150×180 мм
DLX 325 Універсальний промисловий 3D-принтер для серійного виробництва середніх за розміром компонентів. Висока точність позиціонування, поліпшена термостабільність і гнучкі параметри налаштування роблять DLX 325 оптимальним рішенням для машинобудування, медичних виробів та автомобілебудування.
Максимальна кількість лазерів: 1 / 2 / 4 Обсяг побудови: 325 × 325 × 400 мм
DLX 450 Флагманська модель для виготовлення великогабаритних деталей. Оснащена чотирма лазерами. DLX 450 забезпечує максимальну продуктивність без втрати якості. Завдяки змінним контейнерам для порошку та можливості безперервного виробництва, цей принтер ідеально підходить для інтеграції у великі промислові виробничі лінії. Максимальна кількість лазерів: 1 / 2 / 4 Обсяг побудови: 450 × 450 × 450 мм
Промислове застосування DLX: досвід впровадження
На одному з машинобудівних підприємств модель DLX 325 використовувалася для адитивного виготовлення корпусних елементів зі сплаву IN718, які раніше виготовлялися традиційним методом з наступною механічною обробкою. У результаті вдалося досягти:
скорочення виробничого циклу на 40%;
зменшення маси конструкції на 25%;
повне усунення потреби в механічній обробці важкодоступних зон.
Це підтверджує високу технологічну зрілість рішень DLX і їх готовність до інтеграції у реальні виробничі процеси.
DLX від DN Solutions — це не просто обладнання.
Це комплексне виробниче рішення, що адаптується під вимоги клієнта й відкриває нові горизонти цифрового виробництва.
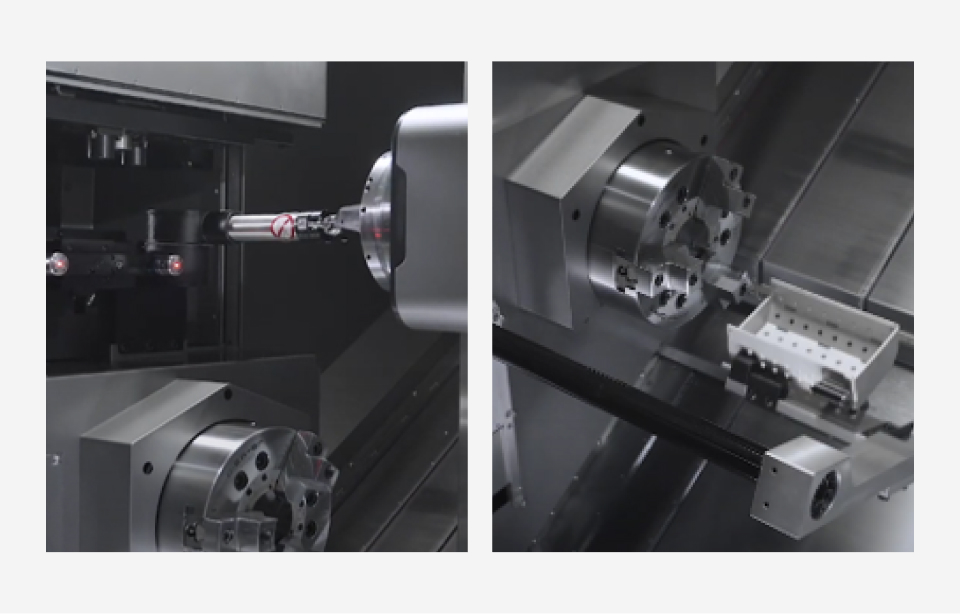
Многофункциональные станки открывают новую эру производительности.
Компактный многофункциональный станок DNX идеально подходит для обработки сложных деталей. Благодаря самой большой зоне обработки в своем классе и значительно улучшенным характеристикам удобства и производительности, он позволяет максимально эффективно использовать ресурсы предприятия.
DN Solutions, третий по величине производитель станков в мире и лидер на рынке Южной Кореи, представила новую серию многофункциональных станков DNX на ведущих выставках станочного оборудования в США и Европе. Серия DNX разработана для глобального рынка и предназначена для выполнения сложных многозадачных операций на высоком уровне.
Название новой серии DNX перекликается с брендом «DN», который используется в успешных моделях DNM и DNT, подчёркивая преемственность успеха. Буква «X» символизирует многоосевые возможности, а значит – высокую гибкость для машиностроительных предприятий.
Серия DNX, включающая модели DNX 2100SB и DNX 2100S, нацелена на то, чтобы сделать многофункциональные станки более доступными. Это оборудование объединяет токарные и фрезерные операции в одном процессе, устраняя необходимость перемещения заготовок между разными станками, что упрощает и стабилизирует производственные процессы. Такой подход сокращает время простоя, связанное с переналадкой и транспортировкой заготовок, а также облегчает интеграцию автоматизации, значительно повышая общую производительность.
Один из клиентов DN Solutions в Нидерландах, занимающийся производством деталей для мотоциклов, увеличил годовой объём производства в 12 раз благодаря внедрению этого многофункционального станка. Несмотря на растущую популярность таких технологий, многие небольшие компании, работающие в сфере металлообработки, до сих пор не решались на подобные инвестиции из-за высокой стоимости оборудования. Однако серия DNX предлагает возможности качественной многофункциональной обработки по доступной цене, открывая новые перспективы для малого и среднего бизнеса в сфере передового производства.
Основные преимущества
Мощные возможности многозадачной обработки
Двойные шпиндели (первый и второй) и осевая точность 0,0001° обеспечивают высокую точность при обработке сложных деталей
Ортогональная структура обеспечивает самую большую зону обработки в своём классе
Новые опциональные функции разработаны с акцентом на удобство оператора, улучшая эргономику и управление процессом
Шпиндель высокой мощности
Встроенный шпиндель с самой высокой производительностью в своём классе
Максимальная сила зажима обеспечивает улучшенную точность
Высокоточное управление осью B с шагом 0,0001°
Мощные опции
Интегрированное устройство обнаружения поломки инструмента повышает продуктивность
Оснащён рычажным инструментальным настройщиком
Новый приёмник обработанных деталей улучшает использование пространства и качество обработки
Улучшенная удобство
7-дюймовый экран инструментального магазина ATC в стандартной комплектации
Приёмник обработанных деталей (серво) с возможностью настройки позиции разгрузки
Функция восстановления после аварий для повышения безопасности
Датчик положения патрона сокращает время обработки и замены
Программное обеспечение
Функция DSSV (DN Solutions Spindle Speed Variation) улучшает качество обработки
Простое в использовании ПО с циклом эксцентричного точения
Новая дизайнерская концепция
DN Solutions переосмыслила дизайн в серии DNX. Станки получили совершенно новый внешний вид с плавными изгибами корпуса и защитных элементов шпинделя, которые заметно отличаются от предыдущих моделей. Темно-металлический серебристый базовый цвет подчеркивает инновационность продукта, сочетающего в себе современные технологии и дизайн, ориентированный на будущее.
Фирменный цвет компании «DN Blue» используется для выделения логотипа, названия продукта, передних дверей и панели управления. На нижней части передних дверей установлена подсветка в цвете «DN Blue», символизирующая Землю, видимую из космоса, что отражает передовые технологии, способствующие развитию человечества в сфере космических исследований.
Чтобы узнать больше о DNX второго поколения или других инновационных продуктах DN Solutions, обращайтесь в офис компании ВаріТек:
Компания ВаріТек – эксклюзивный дистрибьютор DN Solutions Co., Ltd. (DOOSAN MACHINE TOOLS) в Украине более 16 лет. Предоставляем лучший сервис станочного оборудования в стране.
На сегодняшний день компания ВаріТек поставила на украинский рынок около 1000 станков DN Solutions (DOOSAN).
Лучшая выставка станков с ЧПУ – это работающие производственные площадки и независимые отзывы об их эксплуатации.
Уважаемые машиностроители! Чтобы выбрать действительно эффективное оборудование и надёжного поставщика, недостаточно посетить выставку, изучить параметры станка на бумаге или полагаться на слова продавца. Единственный объективный способ выбора – увидеть станок в работе на аналогичном производстве и получить отзывы от коллег, которые уже длительное время его эксплуатируют.
Представители ИТЦ «Вариус» посетили День открытых дверей M.T. Marchetti «OPEN HOUSE 2024»
Компания M.T. Marchetti (Италия) – производитель статических и приводных инструментальных блоков и комплектующих для токарных станков с ЧПУ.
Ассортимент продукции охватывает решения для токарных станков всех ведущих производителей, включая модели с наклонной станиной и револьверной головкой, а также для классических токарных станков и автоматов продольного точения.
14 июня в Италии состоялся День открытых дверей МТ 2024. Это мероприятие позволило партнёрам из разных стран Европы узнать больше о компании МТ и её ценностях. Гости смогли детально ознакомиться с ассортиментом, включающим более 11 000 наименований, а также с возможностями оснащения для токарных станков с ЧПУ. Особое внимание во время презентации и экскурсии на производственной площадке было уделено инновационным продуктам.
В составе делегации представители ИТЦ «Вариус» посетили завод и ознакомились с процессом разработки и производства передовой продукции МТ.